
Дългите части не са лесни за задържане по време на обработката им на настолни стругове, фрезоване, пробиване, облицовъчни машини. За настолно оборудване настолните компютри обикновено са малки по размер. Регулируемите опори помагат значително да се увеличат възможностите на такива машини.
Технологичното оборудване на “ почивката“ (почивка) е устройство, което е опора за нетвърди дълги детайли, които се въртят по време на обработката. –
Най-често люнетът се използва за завъртане. Задната опора в пробивната машина се нарича още почивка – тя е фиксирана върху масата на машината и свободният край на детайла се поддържа от нея.
Опорите за останалите са направени според принципа на плъзгане или търкаляне: първите се наричат гърбици, а вторите се наричат ролкови опори.
Машинно оборудване “ lunette“ може да бъде направено със собствените си ръце
Работата върху детайлите ще бъде много по-лесна, когато направите такава опора (показана е в скицата) и я монтирате по такъв начин на разстояние от мястото на работа, че краят на висящия детайл да бъде обработен се плъзга с опорната ролка. В желаното положение това устройство е точно зададено чрез регулиране на височината на ролката, чийто ход е приблизително 25 мм.
Втулки А се изрязват от дебел шперплат и се залепват в парче пластмасова тръба. Ос с диаметър 25 мм, изработена от масивна дървесина, се вкарва в отворите на втулките. Тя трябва да се върти свободно без намеса в дупките. Каретата (B + C) е свързана с детайлите с лепило и винтове, в нея се вкарва ролка. След това, за сухо монтиране, сгънете основата (G + D). Каретата трябва да бъде монтирана на основата възможно най-точно, защото тя трябва да се побере много плътно в нея, но в същото време без заглушаване и да се движи свободно. Ребрата на каретата може да се наложи да бъдат затъпени.
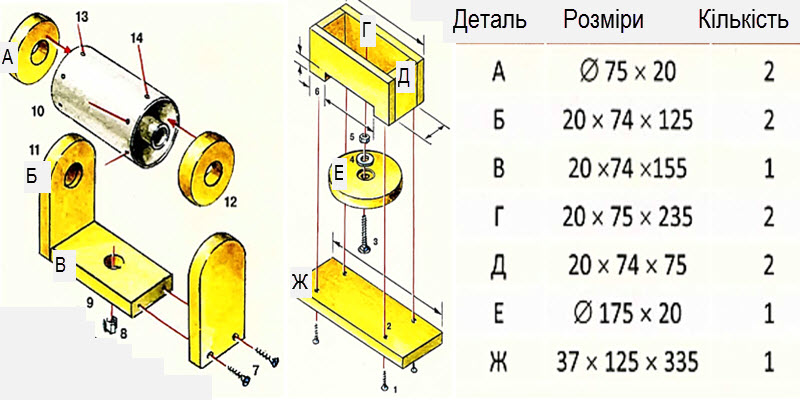
Дизайн на почивка
1. Винт (плоска глава), 2. Дупка с диаметър четири милиметра, 3. Вграден болт M10x75, 4. Шайбата е плоска, 5. Ниска гайка M10, 6. Отвор с диаметър четири милиметра и жлеб 25х10 мм, 7. Винт (плоска глава), 8. M10 Т-гайка, 9. От долната страна – образец от Ø25×3 mm, 10. Щифт – 20 мм, 11. Сляп отвор Ø25×12 мм, 12. Тръбна втулка, 13. Ос Ø25×180 мм, 14. PVC тръба подрязване Ø75×150 мм
В края на прилягането основата е залепена, подсилвайки връзката с винтове. Вграден болт се вкарва в отвора на диска, за да се регулира височината Е, върху него се завинтва гайка с шайба и след това болтът се завинтва в Т-гайка, която се притиска в част Б на каретата. Каретата се вкарва в основата, която се завинтва към плочата Zh с винтове. Размерите на плочата се избират в зависимост от обработваните детайли и височината на използваното оборудване.
За да настроите опорната ролка в правилната позиция на нивото на работния плот, опората се монтира на машината на удобно разстояние и плочата на устройството се притиска към машината със скоби. На ръба на съпротивителната ролка и работната маса на машината се поставя линийка, а дискът за височина се върти, докато пролуката между повърхността на работната маса и долния ръб на линийката изчезне.