
Довгі деталі не просто утримувати під час їх обробки на настільних токарних, фрезерних, свердлильних, личкувальних верстатах. У настільного обладнання робочі столи зазвичай мають невеликі розміри. Помітно збільшити можливості таких верстатів допомагають регульовані опори.
Технологічне оснащення «люнет» (люнета) являє собою пристрій, який є опорою для нежорстких довгомірних заготовок, що при обробці обертаються. –
Частіше за все люнет використовують при токарній обробці. Звуть люнетом і задню опору в розточувальному верстаті – вона фіксується на столі верстата та нею підтримують вільний кінець заготовки.
Опори для люнета роблять за принципом ковзання або кочення: перші називають кулачковими люнетами, а другі – роликовими.
Верстатне оснащення «люнет» можна зробити і власноруч
Робота над заготовками буде набагато простішою, коли змайструвати таку опору, (вона приведена на ескізі) та встановити її таким чином на відстані від місця роботи, щоб кінець оброблюваної заготівки, що звисає, ковзався валиком опори. У потрібному положенні цей пристрій точно виставляється регулюванням висоти валиком, хід якого складає приблизно 25 мм.
Втулки А випилюють з товстої фанери та вклеюють у шматок пластикової труби. В отвори втулок вставляють вісь діаметром 25 мм з твердої деревини. Вона має вільно без перешкод обертатися отворах. Каретку (Б + В) з’єднують з заготовок клеєм та шурупами, у неї вставляють валик. Потім для припасування насухо складають основу (Г + Д). Каретку слід як найточніше припасувати до основи, адже вона мусить вельми щільно заходити до неї, але при тому без заїдань та вільно пересуватися. Можливо, ребра каретки треба буде затупити.
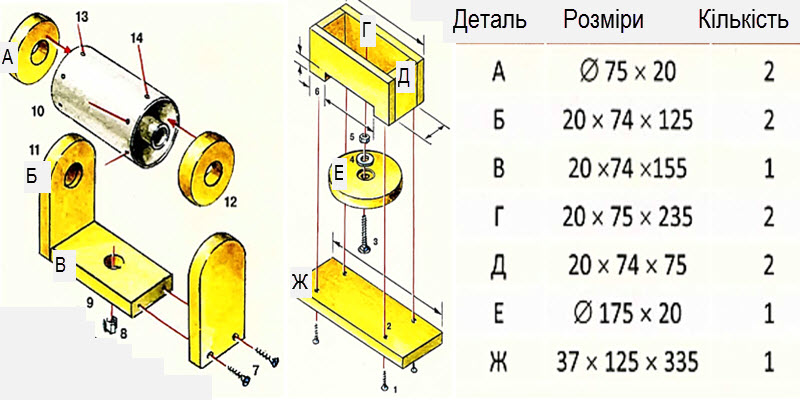
Конструкція люнету
1. Шуруп (пласка голівка),2. Отвір діаметром у чотири міліметри, 3. Болт закладний М10х75, 4. Шайба пласка, 5. Гайка низька М10, 6. Отвір діаметром чотири міліметри та паз 25х10 мм, 7. Шуруп (пласка голівка), 8. Т-подібна гайка М10, 9. З нижнього боку – вибірка Ø25х3 мм, 10. Штифт – 20 мм, 11. Отвір глухий Ø25х12 мм, 12. Втулка труби, 13. Вісь Ø25х180 мм, 14. Урізок ПХВ труби Ø75х150 мм
По закінченні припасування, основу склеюють, підсилюючи з’єднання шурупами. У отвір диска вставляють закладний болт щоб регулювати висоту Е, накручують на нього гайку з шайбою, після чого завертають болт у Т-подібну гайку, яка запресована у деталь В каретки. Каретку вставляють у основу, яку прикручують до плити Ж шурупами. Розміри плити обирають в залежності від оброблюваних заготовок, та висоти обладнання, яким користуються.
Щоб на рівні робочого столу у правильному положенні виставити опорний валик, опору на зручній відстані встановлюють на верстат та притискають плиту пристрою струбцинами до верстату. На опірний валик та робочий стіл верстату укладають на ребро лінійку, та обертають диск висоти до зникнення зазору між поверхнею робочого столу та нижнім ребром лінійки.