
Що робити, коли каркас кухонних меблів ще міцний, а дверцята вже давно втратили свіжість молодості? Ясно що – треба міняти фасад. Його можна зробити власноруч.

Порядок роботи
Для всіх обв’язок дверцят та лицьових панелей дверцят заготівки роблять шириною 60 мм, їх випилюють з меблевого щита. Частину дверцят можна зробити заскленими, у інших у якості вставки використовують личковану фанеру завтовшки у 4 мм. В лицьових панелях обирають фанеру завтовшки у 6 мм.
Кріпити обв’язку можна комбінованим з’єднанням, яке складається з двох елементів: вус під кутом 45 градусів на лицьовому боці рамок та шип-паз – під прямим кутом. Щоб не плутатись краще зробити на всіх довгих заготівках пази, а на коротких – шипи.
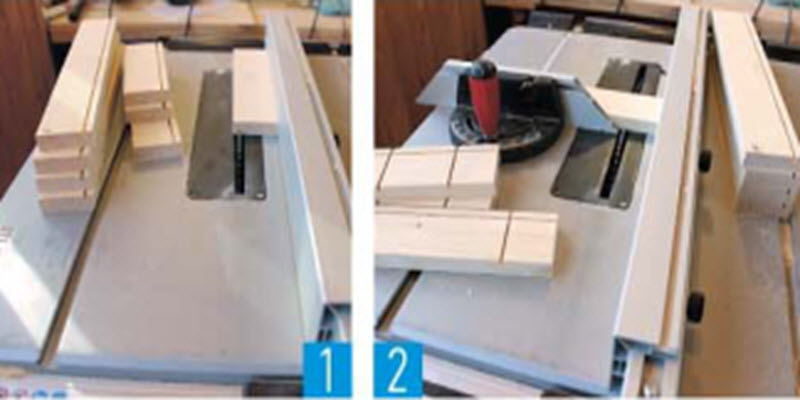
1. Вирізають пази для вставок (скло та фанера). Перед тим готують довгі та короткі деталі рамок. Пильний диск виставляють на 6 мм. Відстань від упору до пили – 50 мм. 2. На коротких заготівках роблять шипи довжиною 50 мм. Висота диску й далі 6 мм. Відстань від упору до пили – 47,5, тобто 50 мінус 2,5 мм (ширина диску. За допомогою кутового упору пропилюють короткі заготівки поперек.
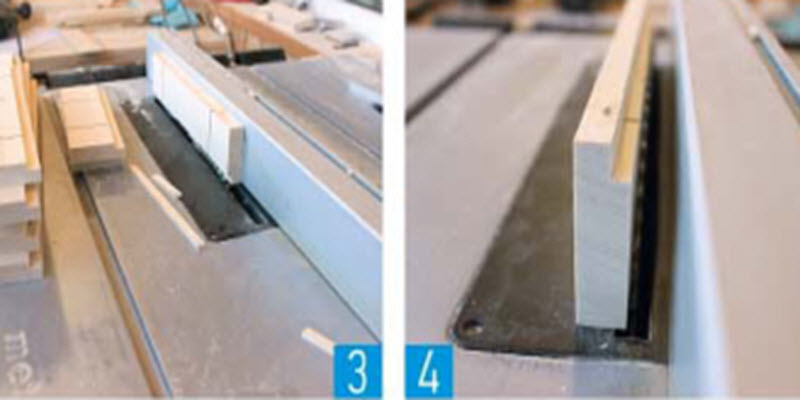
3. Закінчують виготовляти пази для вставок. Використовують довгі та короткі заготівки. Відстань від упору да пили – 12 мм. Ширина пазу 10 мм, глибина – 6 мм. 4. Відстань від паралельного упору до пили залишають 12 мм. Приклавши деталь до диску підіймають його до нижнього краю вибирання.

5. Виготовляють шипи на коротких деталях. Висота диску – 50 мм. Від упору до пили – 12 мм. Акуратно та повільно пересувають коротку заготівку вздовж упору, притискаючи до нього. (Вибирання має постійно знаходитись з лівого боку). 6. Короткі заготівки з попередньо підготованими шипами без вуса.
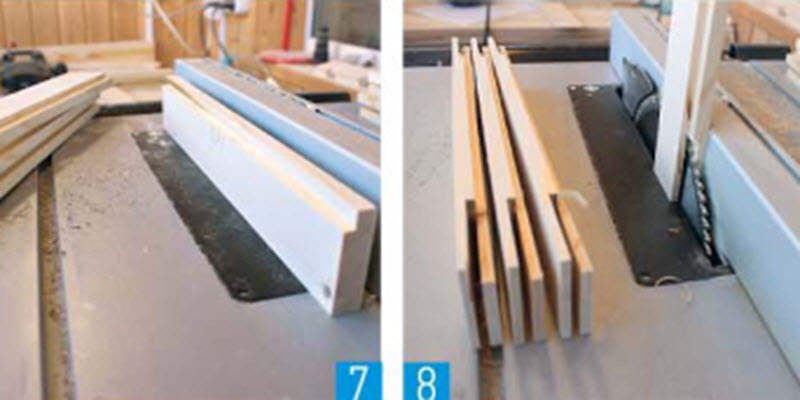
7. Використовують лише довгі частини обв’язок. Прикладають заготівку до диску та підіймають його до зовнішнього краю – на 60 мм. Відстань від упору до пили зменшують на 2,5 мм (товщина диску). 8. Підготовка шипів на довгих заготівках. Акуратно та повільно переміщують довгі деталі вздовж паралельного упору декілька раз. Зменшують відстань від упору до пили на 2,5 мм, потім на 1 мм. Ширина шипа – 6 мм. Вибирання для вставок обов’язково має бути з лівого боку.

9. Формують вус на довгих відтинках. Кутовий упор повертають на 45 градусів. Відстань від паралельного упору до диска – 40 мм. Диск опускають на 5 мм. Пересуваючи довгу заготівку вздовж паралельного упору, поступово піднімають диск так, щоб випиляти трикутник. 10 Остаточно формують паз з двома сторонами: одна сторона на вус, друга під кутом 90 градусів.
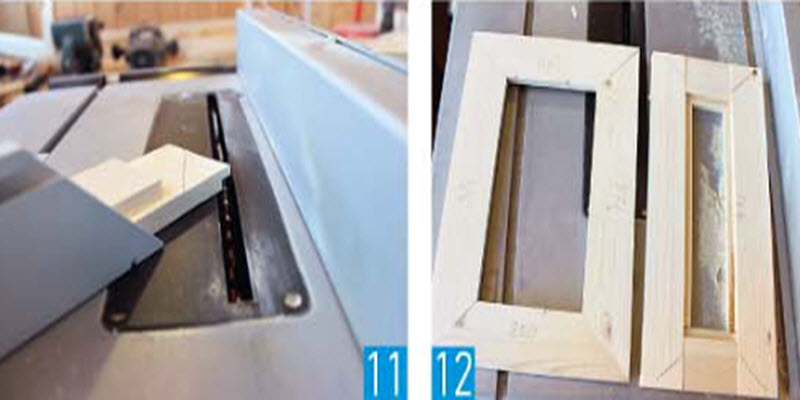
11. Формують вус на шипі коротких заготівок. Відстань від паралельного упору до диску – 40 мм. Висота диску – 5 мм. Вирізають кут заготівки, поступово піднімаючи диск доти, доки кінчик шипа з легким зусиллям не увійде у паз довгої деталі. Великою кількістю зворотно поступальних рухів завершують вибирання вуса на шипі. 12. Складають обв’язки без клея, та перевіряють з’єднання.
Обробка внутрішньої кромки обв’язок
Перед складанням обв’язок на клею ПВА обробляють внутрішні кромки обв’язок пружковою фрезою складної конфігурації.

13. Пристосування для фрезерування заготівок обв’язки. Справа – виступ, зліва – приклеєний брусок-упор. 14. Обробляють внутрішній край заготівок пружковою фрезою. Заготівка лежить вибиранням для вставок на виступі пристосування та впирається у брусок-упор. Пружкова фреза з підшипником пересувається по зовнішньому боку виступу пристосування та обробляє внутрішній край заготівки.

15. Підготовлені для складання деталі обв’язки. Згори – деталі з лицьового боку. Знизу – деталі з тильного боку (видно шип, під прямим кутом та вибирання для вставок). 16. Рама справа – лицьова панель шухляд. Зліва – складений на клею фасад (дверцята) з вставленою фанерою завтовшки у 6 мм.

17. Висота лицьових панелей на шухлядах різна та залежить від розмірів шухляд.